








Compressors helium leak detection system
Vacuum Chamber Helium Leak Detection >Mainly used for leak detection in the compressor industry, such as automotive air conditioning compressors, electric compressors, commercial compressors, and other products.
 inquiry
inquiry


 Youtube
Youtube
 Linkedin
Linkedin
 Instagram
Instagram
-
Main technical index
Functions and parameters
Leakage detection accuracy refrigerant 1g/y~14g/y, i.e.5.0E-7~7.0E-6Pa.m3/s;
Helium filling pressure
0~2.5MPa
Detection rhythm
30s~180s/piece
Detection method
Check the overall leakage rate and also assist in finding leakage points
Level 3 leakage detection
major leakage detection, medium leakage detection, and minor leakage detection
Structural style
Bell type/sliding door type
Security protection
grating protection, action interlocking, hierarchical password, sound and light alarm
Economy
Helium recovery and recycling, low maintenance cost
Automation
PLC control, touch screen operation, automatic evacuation, detection, and helium recovery
Intelligent
remote monitoring, automatic data storage, communication with MES or databases
Applicability
non-standard customized solutions to meet customer needs
Other products
-
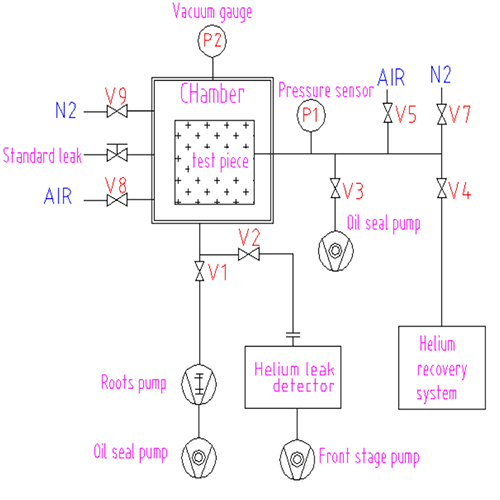
Vacuum chamber helium leak detection and recovery system
The rapid and accurate detection of helium is realized by vacuum helium injection method, gun suction method, helium mask method, back pressure method and other detection methods, and industrial detection in various demanding and harsh environments is used.
-

Automotive refrigeration helium leak detection system
Application Mainly used for leak detection of automotive thermal management system components, such as condensers, evaporators, compressors, radiators, pipelines, and other products.
-
SF6 switchgear helium leak detection system
Application Mainly used for leakage detection of medium voltage GIS inflatable cabinets, such as SF6 switchgear, environmentally friendly gas cabinets, circuit breakers, and other products.
-

Hydrogen energy helium leak detection system
Application Mainly used for leak detection of products in the automotive hydrogen energy industry, such as hydrogen cylinders, hydrogen circulation pumps, hydrogen injectors, bipolar plates, membrane electrodes, hydrogen stacks, and other products.
-

Water cooled panels helium leak detection system
Application Mainly used for leak detection of water-cooled workpieces, such as PACK, water-cooled plates, liquid cooled plates, oil coolers, water channels, and other products.
-

High voltage GIS helium leak detection system
Application Mainly used for leak detection in the high-voltage GIS switchgear industry, such as aluminum shells, aluminum castings, and other products.
-

Other helium leak detection systems
Application Mainly used for leak detection in other industries, such as corrugated pipes, fire extinguishers, airbag generators, fuel tanks, pressure vessels, and other products.


